
首頁 > 新聞中心 > 高壓技術<
高壓技術
變壓器繞組特征圖譜分析儀(大牌實力)
時間:2023-04-10
中試控股技術研究院魯工為您講解:變壓器繞組特征圖譜分析儀(大牌實力)
ZSBR-8500變壓器繞組變形測試儀
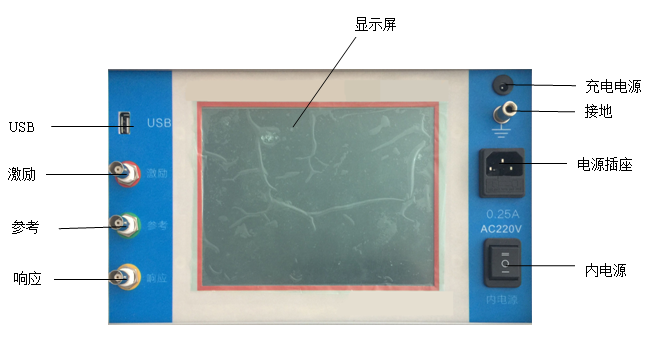
雙通道16位AD采樣,8寸彩色觸摸屏,亮度可調,USB2.0接口,支持數據上傳和聯機測試
變壓器繞組變形測試儀:變壓器設計制造完成后,其內部結構和各項參數基本保持不變,因此每個線圈的頻域響應也隨之確定,正常繞組的變壓器,其三相頻域響應曲線耦合程度基本一致;
注意事項
使用繞組變形測試儀在使用過程中的注意事項。
ZSBR-8500變壓器繞組變形測試儀采用先進的DDS掃頻技術;
ZSBR-8500變壓器繞組變形測試儀采用雙電源供電:市電AC220V士10%,內電源6V5AH蓄電池;
先進的DDS掃頻技術
參考標準:DL/T 911-2016
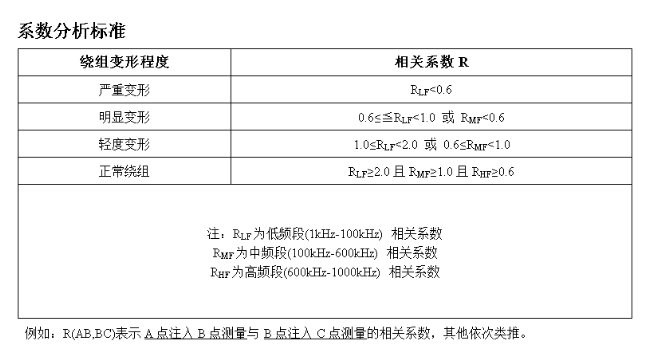
當變壓器在試驗過程中出現匝間、相間短路,在運行中出現短路或其他故障因電磁拉力造成線圈移位,在運輸過程中發送碰撞造成線圈相對移位,這些因素都會使變壓器分布參數發生變化,其頻域響應也發生變化,根據頻域響應曲線即可判斷變壓器的變形程度;
中試控股始于1986年 ? 30多年專業制造 ? 國家電網.南方電網.內蒙電網.入圍合格供應商
1. 做完直流電阻試驗后不能立即做繞組變形試驗,測試前必須保證接線端充分放電,否則可能損壞本儀器。
2. 測試前必須斷開所有引線,使變壓器接線套管距離外導體大于20cm。
3. 測試鉗應與接線套管緊密連接,放線時不要彎曲測試線,收線時應按照線的原狀繞成環狀保存,線的環狀直徑不得小于35cm,否則有損測試線。
4. 不可用其他測試線代替本儀器標配的測試線。
5. 儀器應存放于通風干燥處,避免潮濕。
6. 若長期不用,每隔一個月通電一次,每次1-2小時。
7. 為了延長電池使用壽命,請用戶不要過度放電,電量顯示圖標指示沒電時應立即充電,充電完成后靜置至少半小時再使用電池供電。
8. 若儀器通電后顯示屏不亮,可能是電池沒電或者保險絲熔斷,請立即充電或更換保險絲,注意保險絲規格:0.25A。
9. 若使用內電源電池供電,當電池電量過低,屏幕會閃爍,請立即斷電或充電。
10. 測試過程中,盡量不要隨意移動或拆除測試線。
11. 若儀器屏幕閃爍,說明電池電量消耗完畢,請立即改用市電供電。
12. 若連接市電開機,屏幕不亮,肯能電源插座保險絲損壞,請更換0.25A的保險絲。
ZSBR-8500變壓器繞組變形測試儀技術指標
1. 設置6種不同的掃描方式:
線性 1K-1000kHz_1.0步進1kHz 1000點
線性 1K-1000kHz_0.5步進0.5kHz 2000點
線性 1K-2000kHz_1.0步進1kHz 2000點
線性 1K-2000kHz_0.5步進0.5kHz 4000點
分段100HZ - 1000kHz 1440點
分段100HZ - 2000kHz 2440點
2. 測量范圍:(-100dB) - (+20dB)
3. 測量精度:0.1dB;
4. 掃描頻率精度:0.01%;
5. 信號輸入阻抗:1MΩ;
6. 信號輸出阻抗:50Ω;
7. 同相測試重復率:99.9%;
(1)使用前,請先檢查測試儀的外觀,檢查電源開關位置是否在“關”的位置、各接線端子是否正常;
(2) 測試儀的“接地”沒有連接正確前,請不要開始繞組變形測試;
(3) 試驗前應將被試變壓器線端充分放電;
(4)中試控股詳細講解繞組變形測試應在解開變壓器所有引線(包括架空線、封閉母線和電纜)的前提下進行,并使這些引線盡可能的遠離變壓器套管(周圍接地體和金屬懸浮物需離開變壓器套20cm以上),尤其是與封閉母線連接的變壓器
(5)測試時必須正確記錄分接開關的位置。應盡可能將被試變壓器的分接開關放置在第1分接,特別對有載調壓變壓器,以獲取較全面的繞組信息。對于無載調壓變壓器,應保證每次測量在同一分接位置,便于比較
(6)變壓器鐵心必須與外殼可靠接地。測試儀外殼、測量阻抗外殼必須與變壓器外殼可靠接地;
(7)應保證測量阻抗的接線鉗與套管線夾緊密接觸。如果套管線夾上有導電膏或銹跡,必須使用砂布或干燥的棉布擦拭干凈;
(8)測試儀使用完畢后應放置在干凈、溫度較低的位置,避免強烈振動,并防止臟污的灰塵進入測試儀內部。




(2)端部線圈燒斷的修理。端部線圈燒斷一根或幾根導線時,需將線圈加熱至130℃左右,使絕緣軟化,然后將燒斷的線匝撬起,分清沒跟導線的斷頭,用相同規格的導線連接在燒斷的導線端點上,連接好后進行焊接,焊好后,包扎絕緣,涂漆處理。
(3)槽內導線燒斷故障的修理。先加熱線圈,軟化絕緣,然后剔除槽楔,將槽內抬出燒斷的線圈,將燒斷的線匝兩端由端部剪斷,使焊接點移在端部,避免線槽內擁擠,用同規格新導線焊接好,并在焊接處包好絕緣,最后將處理好的線匝再嵌入槽內,墊好絕緣紙,打入槽楔,刷上絕緣漆。
(4)銅條籠型轉子的修理。
1)籠條與端環處局部開焊的修理。銅籠轉子導條與端環的連接,通常采用氧-乙炔焰釬焊方式進行。
① 焊接前,應先將脫焊處用銼刀清理,再用30%硫酸溶液清洗,在焊縫周圍用尖鑿剔出坡口。
② 選用焊條,最好用45%銀釬焊料。
③ 用數把焊炬同時加熱端環,加熱要均勻。當溫度達到400℃左右時,應改用一把焊炬幾種加熱施焊處。焊炬要求中性火焰。當焊縫溫度達800℃左右時,可將銀釬焊料潤濕并填滿焊縫。
2)少量籠條斷裂故障的修理。修理少量籠條斷裂故障時,應先加熱籠條的較長部分的端環焊縫處,待焊劑熔化后,用鐵錘打出此籠條段,然后用加熱法將短的一段除掉。若直線部分有凸起圓形籠條料,應先銑去端環焊接孔部位的銅料,然后用加熱法除去籠條。
打出籠條后,要清除槽內雜物,并選用與舊籠條材質和幾何尺寸相同的新籠條,插入槽內,進行焊接。
3)大量籠條斷裂的修理。
① 拆端環。首先要制作專用工具,如圖2-2-35所示。先用數把焊炬(一般用4~6把氧-乙炔焰火炬)同時加熱某一端環,將全部焊縫融化后,用專用工具將端環卸下。
② 清理籠條端頭,抽出槽內全部籠條。
③ 如果利用原有端環和籠條,需要詳細檢查。若實際配合精度不夠,仍會產生斷籠故障。
④ 插籠條時應檢查槽內清潔程度。用大錘將端口墊上軟金屬后,將籠條打入槽內,然后檢查松緊程度,并使伸出鐵心端長度相等。
⑤ 籠條在槽內松動時,可用澆灌環氧樹脂固定。
⑥ 安裝端環,可按原始記錄套入端環。要求籠條與端環孔配合間隙為0.1mm左右。
⑦ 套裝完畢后進行焊接
(5)鑄鋁轉子的修理。

增值服務
- 三年質保,一年包換,三個月試用

快速跳轉
©1999 zsgcdq.com
版權所有:湖北中試高測電氣控股有限公司 鄂TCP備12007755號